


Hot Runner with Integrated Gas Injection
Hot Runner sa integrisanim ubrizgavanjem gasa
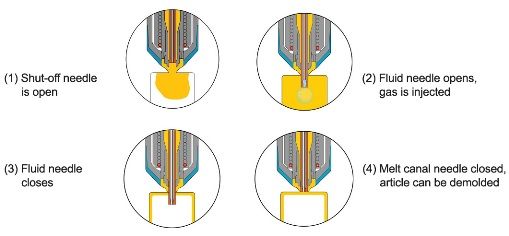
GaNaSys� - Gas Nadel System (gas needle system): Hot runner with integrated gas injection GaNaSys� is a GIT hot runner system; the shut-off needle of the hot runner can be used for injecting gas and for venting. The result is a product falling off the mold with a sealed gas injection point. Up to now, gas injection technology was implemented by special GIT machine nozzles or injectors within the mold. Thus, the gas injection resulted in a hole that always remained in the product.
GaNaSys® - Gas Nadel System (gas needle system): Hot runner with integrated gas injection
GaNaSys® is a GIT hot runner system; the shut-off needle of the hot runner can be used for injecting gas and for venting. The result is a product falling off the mold with a sealed gas injection point.
Up to now, gas injection technology was implemented by special GIT machine nozzles or injectors within the mold. Thus, the gas injection resulted in a hole that always remained in the product.
What to do then, if injection molding experts wanted to chrome the element? Or what to do if the element should be without a hole because this would interfere with its purpose as e. g. cleaning mop, coffee pot handle, or toilet seat? Up to now, in such cases holes had to be sealed with great effort in a subsequent step, using silicone or hot-melt adhesive. Thus, it was not possible to close the feed point or the gas injection point flush with the outline of the product.
In cooperation with Günther Heißkanaltechnik GmbH and Konstruktionsbüro Hein GmbH, Stieler Kunststoff Service GmbH developed a new system:
A hot runner with an integrated gas injection and the option to produce sealed feed and gas injection points that are flush to the outline of the product.
The first project was to produce a hollow TPE cork. The hollow product was completely sealed and then demolded via an air ejector. This process made use of another special technology: the core puller technology.
The cooperation of this network of innovative companies made it possible to successfully implement the technology and to present it on the 7th Kunststofftechnologietag (Day of plastics technologies), February 2003 in Goslar. The illustrations show you the large hollow that was achieved by the gas injection technology. The feed point as well as the sealed gas injection point is only visible in a small circular mark.
To seal the hollow with melt, the injection molding machine does not need to be specifically programmed. Our compact gas controller unit is also able to control all hydraulic and air-driven processes in the hot runner.